
NEUBAU UND REPARATUR VON DAMPFLOK-ZYLINDERN
Die in unserem Unternehmen INTERLOK reparierten Dampflokomotiven haben oftmals Dampfzylinder, die inkomplett und in einem schlechten Zustand sind. Die Reparatur dieser Zylinder erfordert hohes technisches Können. Teilweise müssen auch komplette Neubau-Zylinder angefertigt werden.
- ZYLINDER-REPARATUR
Bei der O+K-Schmalspurlokomotive für einen deutschen Kunden war die Aussenwand eines Zylinders derart durch Korrosion aufgezehrt, dass ein grosses Loch im Zylindern klaffte. Die Revision erfolgte in einem aufwendigen Auftragverfahren. Dabei wurde der Zylinder in einer Mulde erhitzt und auf gleichmäßiger Temperatur gehalten, der Zylinder wurde geerdet. Mit einer etwa 2 Meter langen Spezialelektrode trug der Schweisser vorsichtig ringförmig von aussen nach innen Schweissschichten auf, bis das Loch geschlossen war. Die Abkühlung erfolgte ebenfalls langsam und kontrolliert über 48 Stunden. Der zweite Zylinder für diese Lokomotive wurde komplett neu angefertigt.
Fotos: Michael Horst (2); Hermann Schmidtendorf (1)
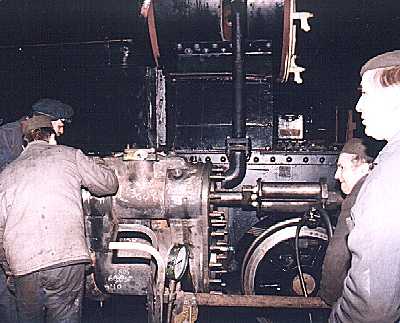
Die Montage eines Neubauzylinders am Rahmen einer Schmalspurlok verdeutlichen diese Bilder.
 Fotos:HFS
Fotos:HFS
Waren früher die Korpusse der Dampflok-Zylinder gegossen, so werden sie heute bei INTERLOK in Schweisskonstruktion angefertigt. Der Grund ist, dass die alten Gussformen heute nicht mehr verfügbar sind. Für die Reparatur einer einzelnen Lokomotive einer bestimmten Baureihe wäre es nicht ökonomisch, eigens neue Gussmodelle anzufertigen und das benötigte Teil darin dann abzugiessen.
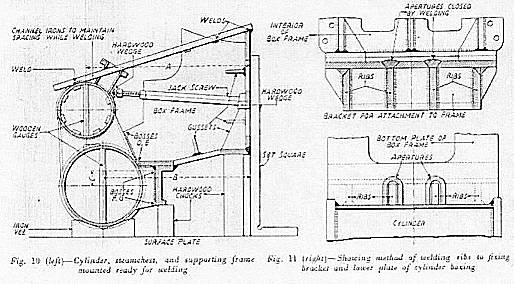
Die Technik der Herstellung von Zylindern in Schweisskonstruktion ist bereits in den 30er Jahren entwickelt worden. So veröffentlichte der Cheftechnologe der französischen Bahnwerkstatt Périgueux E.MONIER im Januarheft 1938 der englischsprachigen "RAILWAY GAZETTE" einen Bericht über Neukonstruktionen von Zylindern für die Dampflokomotiven- Baureihe 141 der P.O.-Midi- Eisenbahn. Die diesem Aufsatz entnommene Zeichnung verdeutlicht den hohen Konstruktionsaufwand.
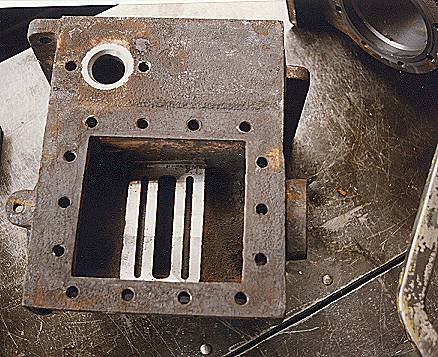
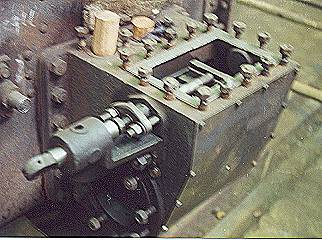
Auch die bei INTERLOK gefertigten Neubau-Zylinder in Schweisskonstruktion sind Ergebnis eines komplexen Fabrikationsprozesses. So bestehen die für die Dampflok der Mittel-Thurgau-Bahn der Schweiz MThB Ec 3/5 Nr. 3 angefertigten Neubauzylinder aus 42 Einzelteilen (siehe untenstehende Fotos von Ryszard Smulkowski). Am Beginn steht die Konstruktion des Zylinders in seinen einzelnen Komponenten. Sämtliche geplanten Schweißnähte müssen in ihrer Belastbarkeit mathematisch berechnet werden. Es ist für jede Schweißnaht eine konkrete Schweißtechnologie festzulegen, welche u.a. die Dicke und Materialart der verwandten Elektrode und die Schweißposition festlegt. Die Schweissarbeiten erfolgen nicht am Rahmen, montiert wird erst der fertige Zylinder. Direkt nach den Schweissarbeiten wird der Neubauzylinder in einem speziellen Ofen einer Wärmebehandlung ("Temperung") unterzogen. Damit wird erreicht, dass der gesamte Zylinder - ähnlich wie bei einem Gussteil - eine einheitliche Wärme erhält, so dass keine Oberflächenspannungen auftreten. Die Abkühlung erfolgt langsam und kontrolliert als Programmierung der Ofenfunktion - entsprechend den Festlegungen der Produktionstechnologie. Erst nach vollständiger Abkühlung wird der Zylinder der üblichen Oberflächenbehandlung (Abdrehen usw.) unterworfen.